铝电解电容器的正极、负极引出的电极和外壳都是高纯铝,铝电解电容的介质是在正极表面形成Al2O3薄膜,如下图1所示。该氧化铝是在蚀刻过程中形成的,真正的负极是电解液,工作时相当于一个电解槽,只不过正极表面因氧化而不再发生化学反应,理论上电流是零,由于电极与电解液杂质的影响,会引起微小的漏电流。从现象上看,铝电解电容器失效现象和失效模式有:电解液干涸、压力释放装置动作、短路、开路、漏电流过大等。
图1:蚀刻铝箔的显微视图
一、电解液干涸
电解液干涸除去受电解液自然挥发影响,主要受到漏电流(IL)所引起的电化学效应造成的电解液消耗,电解液干涸的时间就是铝电解电容的寿命,解决好铝电解电容器的漏电流的影响因素可以延长其使用寿命。
理论与实践都表明,铝电解电容器漏电流大小与以下因素有关:
1、漏电流大小与施加的直流电压"U"有关,电压越大漏电流越大。耐压为400V的铝电解电容在额定电压下的漏电流大约是90%额定电压下漏电流的5倍。
2、与施加直流电压的时间"t"有关,时间越长漏电流越小,可参考如下图2所示。
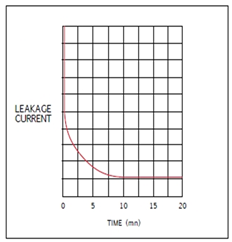
图2:典型漏电流(IL)随时间变化曲线
3、与铝电解电容所处的环境温度(T)有关,环境温度越高漏电流越大。环境温度25℃时的漏电流仅是85℃时漏电流的不到1/10,参考如下图3所示;
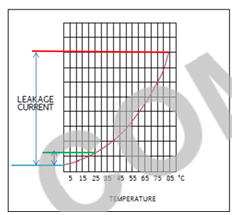
图3:典型漏电流(IL)随温度变化曲线
4、与介质氧化铝膜的品质和形成工艺等因素有关。
5、与铝电解电容的容量(C)有关,容量越大漏电流越大。
其实,铝电解电容器的使用寿命可通过环境温度计算出其使用寿命,
公式为:USEFUL LIFETIME = LOPMAX x 2 (Tmax+10-Tc) /10 ;
式中,用小时数表示的有效生命周期。
LOPMAX = 额定最高工作温度下的使用寿命(比如:85℃ 下10000 小时)
T max = 电容器实际工作温度(比如:K01 型号产品温度为85℃)
T c = 内部芯线温度 = 电容器内部热点(℃)
举例:
对于内部芯线温度为55.43℃ 的电容器,在45℃ 环境温度下的预期寿命计算如下:
有效生命周期
= 10000x2 (85+10-55.43) /10
= 10000x2 3.956
= 155194 小时
漏电流(IL)在出厂时一般均会在datasheet里标注出来,以KENDEIL K76系列铝电解电容为例,其漏电流IL max=K*Cr Vr + 4μA(Cr),K=0.006,参考如下图4所示,这里说明下,该漏电流IL标定的值是在20℃,额定电压下,5分钟后测量得到的,不同的厂家测试标准可能不一样的,一般是1分钟后测量得到的,而行业里通常是0.03CV,而Kendeil在1分钟后测量得到的值大约在0.015CV,可以从图1中推算出来,IL≈20/8*0.006=0.015CV。
图4:Kendeil K76系列铝电解电容漏电流标定值

二、压力释放装置动作
铝电解电容器中电解液由于内部高温沸腾的气体或电化学过程产生的气体而引起铝电解电容内部高压气体累计,当达到一定的量时,会造成铝电解电容器内部气压过高爆炸。为消除铝电解电容器的爆炸,直径8mm以上的铝电解电容器均设置了压力释放装置,在其爆炸动作之前及时泄放内部气体。不过,当压力释放装置动作时,也宣告着铝电解电容器失效而寿命终结。
铝电解电容器产生压力释放动作主要受两方面影响:环境温度过高(如附近有发热元件、所处高温工作环境)、芯包温度过高,其中芯包温度过高的根本原因是过高的纹波电流在电解电容ESR的过渡消耗下产生过量的热,过量的热进而蒸腾电解液产生大量气体导致,这里不再详细分析。
结论:
想要获得更长的使用寿命铝电解电容,一定要注意温度、施加电压、低ESR、低IL(漏电流)等因素,除去ESR和IL是铝电解电容自身的硬指标外,内外的温度、过压的保护等均需要考虑。